Spark Erosion and Wire EDM are precision machining processes used to cut complex shapes in hard materials, leveraging electrical discharges to erode the workpiece. Wire EDM employs a thin, electrically charged wire to achieve high accuracy and smooth finishes, while Spark Erosion typically refers to the broader category of electrical discharge machining techniques. Explore the detailed differences and applications to optimize your manufacturing solution.
Main Difference
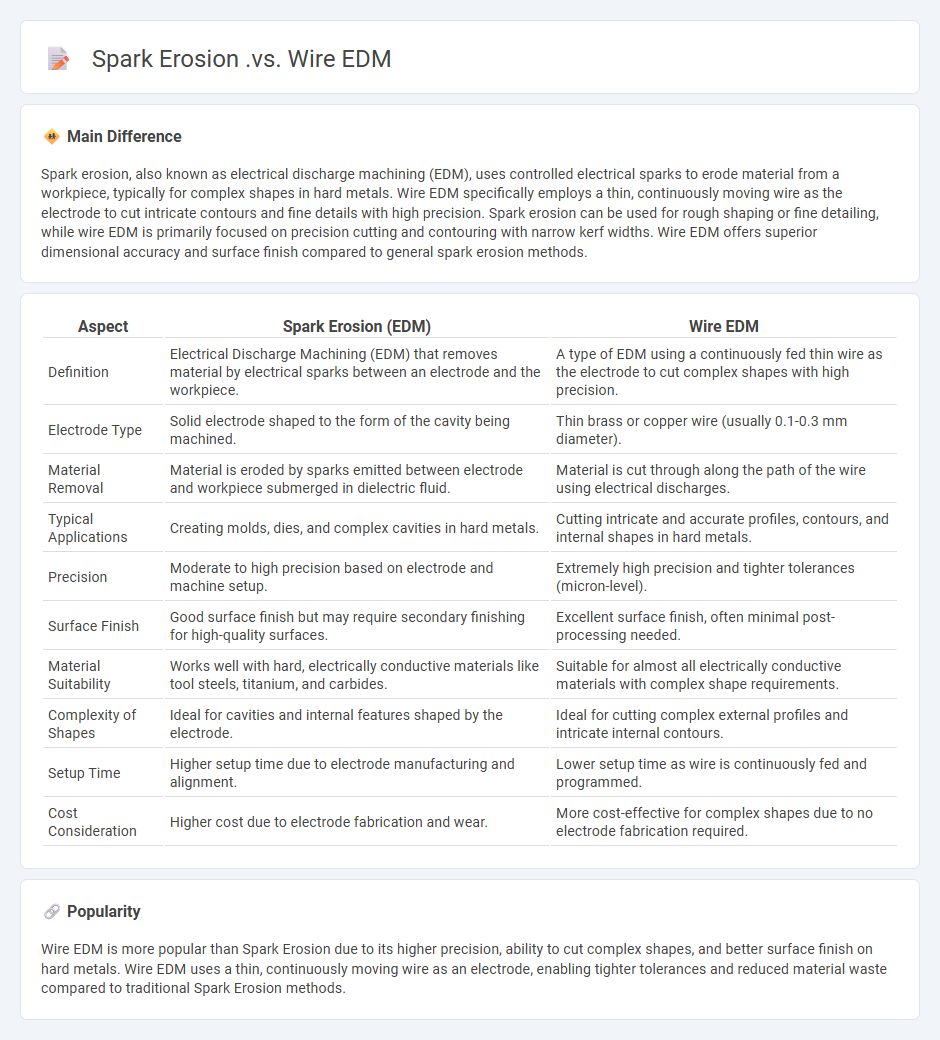
Spark erosion, also known as electrical discharge machining (EDM), uses controlled electrical sparks to erode material from a workpiece, typically for complex shapes in hard metals. Wire EDM specifically employs a thin, continuously moving wire as the electrode to cut intricate contours and fine details with high precision. Spark erosion can be used for rough shaping or fine detailing, while wire EDM is primarily focused on precision cutting and contouring with narrow kerf widths. Wire EDM offers superior dimensional accuracy and surface finish compared to general spark erosion methods.
Connection
Spark Erosion, also known as Electrical Discharge Machining (EDM), is the fundamental process behind Wire EDM, where electrical discharges precisely erode material from a workpiece. Wire EDM utilizes a thin electrically charged wire as an electrode to cut complex shapes with high precision by controlled spark erosion. Both techniques rely on the same principle of material removal through rapid, repetitive electrical discharges in a dielectric fluid.
Comparison Table
| Aspect | Spark Erosion (EDM) | Wire EDM |
|---|---|---|
| Definition | Electrical Discharge Machining (EDM) that removes material by electrical sparks between an electrode and the workpiece. | A type of EDM using a continuously fed thin wire as the electrode to cut complex shapes with high precision. |
| Electrode Type | Solid electrode shaped to the form of the cavity being machined. | Thin brass or copper wire (usually 0.1-0.3 mm diameter). |
| Material Removal | Material is eroded by sparks emitted between electrode and workpiece submerged in dielectric fluid. | Material is cut through along the path of the wire using electrical discharges. |
| Typical Applications | Creating molds, dies, and complex cavities in hard metals. | Cutting intricate and accurate profiles, contours, and internal shapes in hard metals. |
| Precision | Moderate to high precision based on electrode and machine setup. | Extremely high precision and tighter tolerances (micron-level). |
| Surface Finish | Good surface finish but may require secondary finishing for high-quality surfaces. | Excellent surface finish, often minimal post-processing needed. |
| Material Suitability | Works well with hard, electrically conductive materials like tool steels, titanium, and carbides. | Suitable for almost all electrically conductive materials with complex shape requirements. |
| Complexity of Shapes | Ideal for cavities and internal features shaped by the electrode. | Ideal for cutting complex external profiles and intricate internal contours. |
| Setup Time | Higher setup time due to electrode manufacturing and alignment. | Lower setup time as wire is continuously fed and programmed. |
| Cost Consideration | Higher cost due to electrode fabrication and wear. | More cost-effective for complex shapes due to no electrode fabrication required. |
Electrical Discharge Machining (EDM)
Electrical Discharge Machining (EDM) is a non-traditional manufacturing process that removes material from a workpiece through controlled electrical discharges or sparks. It is highly effective for machining hard metals and complex shapes that are difficult to produce with conventional cutting tools, such as hardened steel or titanium alloys. The process relies on a dielectric fluid to insulate and cool the spark gap, ensuring precise material removal and reducing thermal distortion. EDM is widely used in tool and die making, aerospace, and medical device industries for producing intricate, high-precision components.
Spark Erosion
Spark erosion, also known as electrical discharge machining (EDM), is a non-traditional machining process widely used in engineering for shaping hard metals and conductive materials. This process involves the controlled erosion of material from a workpiece by a series of rapidly recurring electrical discharges, producing high precision components with complex geometries. Spark erosion is essential in tool and die making, aerospace engineering, and mold manufacturing due to its ability to machine intricate shapes without inducing significant mechanical stresses. Advances in EDM technology have improved machining speed, surface finish quality, and electrode wear resistance, enhancing its industrial applications.
Wire EDM (Wire-Cut EDM)
Wire EDM (Wire Electrical Discharge Machining) is a precision manufacturing process that uses a thin, electrically charged wire to cut complex shapes in hard metals and conductive materials with high accuracy. It operates by generating controlled electrical sparks between the wire and the workpiece, which erode the material without direct contact or mechanical force. This technique is widely employed in aerospace, mold making, and electronics industries due to its ability to produce intricate components with tight tolerances and excellent surface finish. Wire EDM machines typically utilize deionized water as a dielectric fluid to flush away debris and maintain temperature stability during machining.
Precision Tolerances
Precision tolerances in engineering refer to the allowable variations in dimensions and measurements of manufactured components, ensuring parts fit and function correctly within specified limits. These tolerances are critical in high-precision industries such as aerospace and automotive engineering, where micron-level accuracy often determines performance and safety. ISO 2768 standardizes general tolerances for linear and angular dimensions, simplifying quality control across manufacturing processes. Advanced manufacturing technologies like CNC machining and coordinate measuring machines (CMM) help achieve and verify these stringent precision tolerances efficiently.
Surface Finish
Surface finish in engineering refers to the texture and quality of a material's surface, significantly impacting performance, friction, wear, and aesthetics of manufactured components. Commonly measured by parameters such as Ra (average roughness) and Rz (mean peak-to-valley height), surface finish is crucial in processes like machining, grinding, and polishing. Advances in metrology enable precise surface characterization using profilometers and interferometers, enhancing quality control and functional reliability. Optimized surface finishes improve fatigue resistance, lubrication retention, and assembly fit in sectors including aerospace, automotive, and electronics.
Source and External Links
How to Choose Between Wire EDM & Spark Erosion for ... - Spark Erosion (Die-Sink EDM) uses a shaped electrode to create cavities and recessed features by "sinking" into the material, ideal for internal geometries, whereas Wire EDM uses a continuously fed wire to produce intricate cuts; both operate in dielectric fluid but differ in electrode type and typical applications.
EDM vs Wire Cutting: Spark Erosion Processes Guide - Sinker EDM (Spark Erosion) shapes parts by using a custom-shaped electrode to erode internal cavities, operating with oil dielectric for controlled erosion, while Wire EDM uses a thin wire to cut through the material producing highly precise external and internal cuts without contact.
What is the Difference Between EDM and Wire EDM - Wire EDM utilizes a continuously fed thin wire as an electrode to cut complex 2D and 3D shapes with excellent accuracy and is preferred for intricate, detailed cuts, while Spark Erosion employs shaped electrodes to machine cavities or recesses in hard materials with precision but slower erosion rates.
FAQs
What is spark erosion?
Spark erosion, also known as Electrical Discharge Machining (EDM), is a manufacturing process that removes metal by using controlled electrical sparks between an electrode and the workpiece.
What is wire EDM?
Wire EDM (Electrical Discharge Machining) is a precision manufacturing process that uses a thin, electrically charged wire to cut complex shapes from conductive materials through controlled electrical discharges.
How does spark erosion differ from wire EDM?
Spark erosion uses controlled electrical discharges to erode material between two electrodes, typically in a dielectric fluid, without a moving wire, while wire EDM cuts conductive materials using a continuously moving thin wire as an electrode to create precise contours.
What materials can be cut by spark erosion and wire EDM?
Spark erosion and wire EDM can cut electrically conductive materials such as steel, aluminum, copper, titanium, carbide, and Inconel.
What are the main applications of spark erosion and wire EDM?
Spark erosion and wire EDM are mainly used for precision machining of hard metals, mold and die making, manufacturing complex shapes and cavities, aerospace and automotive component production, and intricate electrical discharge machining tasks.
What are the advantages of wire EDM over spark erosion?
Wire EDM offers higher precision, better surface finish, minimal thermal distortion, and the ability to cut complex shapes and hard materials compared to traditional spark erosion.
Which is more precise, spark erosion or wire EDM?
Wire EDM is more precise than spark erosion, offering tighter tolerances and finer surface finishes.