Electrical Discharge Machining (EDM) utilizes controlled electrical sparks to erode conductive materials with high precision, ideal for hard metals and complex shapes. Electrochemical Machining (ECM) removes material through anodic dissolution, offering burr-free surfaces and stress-free finishes, especially effective for difficult-to-machine alloys. Explore further to understand which process fits your manufacturing needs best.
Main Difference
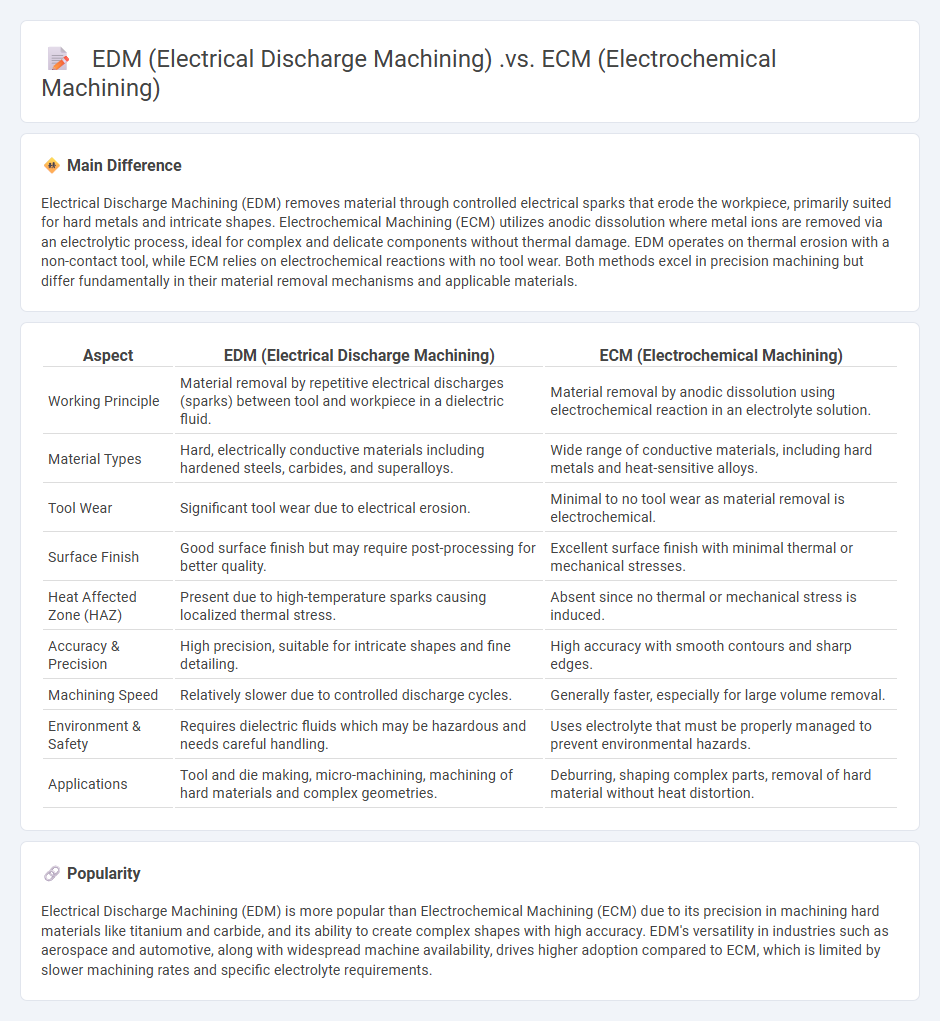
Electrical Discharge Machining (EDM) removes material through controlled electrical sparks that erode the workpiece, primarily suited for hard metals and intricate shapes. Electrochemical Machining (ECM) utilizes anodic dissolution where metal ions are removed via an electrolytic process, ideal for complex and delicate components without thermal damage. EDM operates on thermal erosion with a non-contact tool, while ECM relies on electrochemical reactions with no tool wear. Both methods excel in precision machining but differ fundamentally in their material removal mechanisms and applicable materials.
Connection
EDM (Electrical Discharge Machining) and ECM (Electrochemical Machining) are both non-traditional machining processes used for shaping hard metals and complex geometries that are difficult to machine with conventional methods. EDM removes material through rapid electrical discharges (sparks) to erode the workpiece, while ECM relies on anodic dissolution using an electrolyte to chemically remove material without mechanical force. Both techniques enable precise machining of intricate parts with excellent surface finishes and minimal mechanical stresses, making them complementary technologies in advanced manufacturing.
Comparison Table
| Aspect | EDM (Electrical Discharge Machining) | ECM (Electrochemical Machining) |
|---|---|---|
| Working Principle | Material removal by repetitive electrical discharges (sparks) between tool and workpiece in a dielectric fluid. | Material removal by anodic dissolution using electrochemical reaction in an electrolyte solution. |
| Material Types | Hard, electrically conductive materials including hardened steels, carbides, and superalloys. | Wide range of conductive materials, including hard metals and heat-sensitive alloys. |
| Tool Wear | Significant tool wear due to electrical erosion. | Minimal to no tool wear as material removal is electrochemical. |
| Surface Finish | Good surface finish but may require post-processing for better quality. | Excellent surface finish with minimal thermal or mechanical stresses. |
| Heat Affected Zone (HAZ) | Present due to high-temperature sparks causing localized thermal stress. | Absent since no thermal or mechanical stress is induced. |
| Accuracy & Precision | High precision, suitable for intricate shapes and fine detailing. | High accuracy with smooth contours and sharp edges. |
| Machining Speed | Relatively slower due to controlled discharge cycles. | Generally faster, especially for large volume removal. |
| Environment & Safety | Requires dielectric fluids which may be hazardous and needs careful handling. | Uses electrolyte that must be properly managed to prevent environmental hazards. |
| Applications | Tool and die making, micro-machining, machining of hard materials and complex geometries. | Deburring, shaping complex parts, removal of hard material without heat distortion. |
Material Removal Mechanism
Material removal mechanisms in engineering primarily involve cutting, abrasion, and deformation processes to shape or finish workpieces. Techniques like milling, turning, grinding, and electrical discharge machining (EDM) utilize controlled forces and energy to remove material at micro to macro scales. The efficiency and surface quality depend on tool geometry, cutting parameters, and the physical properties of both the tool and workpiece material. Understanding these mechanisms supports optimization in manufacturing sectors such as aerospace, automotive, and precision tooling industries.
Electrode and Workpiece Interaction
The interaction between electrodes and workpieces significantly influences the efficiency and precision of electrical discharge machining (EDM) processes. The choice of electrode material, commonly copper or graphite, affects conductivity, wear rate, and thermal stability during machining. Workpiece materials, typically hard metals like titanium or tool steel, determine the energy required for effective material removal through controlled sparks. Optimizing electrode geometry and machining parameters enhances surface finish, dimensional accuracy, and reduces tool wear in complex engineering applications.
Thermal vs. Chemical Process
Thermal processes in engineering rely on heat energy to induce physical or chemical changes, such as in heat exchangers, boilers, and kilns, optimizing energy efficiency and material transformation. Chemical processes involve chemical reactions to convert raw materials into desired products, prevalent in industries like petrochemical refining, pharmaceuticals, and polymers production. Understanding the distinct mechanisms and applications of thermal and chemical processes allows engineers to design systems that maximize yield, reduce waste, and improve sustainability. Energy integration and process control technology play crucial roles in enhancing the performance and environmental impact of both process types.
Surface Finish Quality
Surface finish quality in engineering measures the texture and smoothness of a material's surface, significantly impacting mechanical performance and aesthetic appeal. Key parameters include roughness average (Ra), root mean square (RMS), and peak-to-valley height, which are quantified using tools like profilometers and atomic force microscopes. High-quality surface finishes reduce friction, wear, and corrosion, improving the lifespan and reliability of components in industries such as aerospace, automotive, and manufacturing. Achieving precise surface finishes often involves processes like grinding, polishing, and chemical vapor deposition to meet stringent engineering standards.
Tool Wear Rate
Tool wear rate quantifies the degradation speed of cutting tools during machining operations, directly impacting manufacturing efficiency and product quality. Factors influencing wear rate include cutting speed, feed rate, tool material, and workpiece composition, with high-speed steels and carbides exhibiting varied resistance levels. Empirical models and real-time monitoring systems employ sensor data to predict tool life, minimizing downtime and maintaining dimensional accuracy. Understanding and optimizing tool wear rate enhances resource utilization and reduces operational costs in engineering production environments.
Source and External Links
Difference Between EDM and ECM - This webpage compares EDM, a thermal energy-based process using electrical discharges for material removal, with ECM, an electrical energy-based process using electrochemical dissolution.
Pros and Cons of EDM - This article discusses the advantages and disadvantages of EDM, highlighting its high-quality surface finish but slower material removal rate and higher cost compared to conventional machining methods.
A Comparison of EDM vs. ECM - This post compares EDM and ECM, noting EDM's tool wear and recast layer issues, while ECM lacks tool wear and operates without generating heat.
FAQs
What is Electrical Discharge Machining?
Electrical Discharge Machining (EDM) is a non-conventional machining process that removes material from a workpiece using controlled electrical sparks between an electrode and the workpiece in a dielectric fluid.
What is Electrochemical Machining?
Electrochemical Machining (ECM) is a precision manufacturing process that removes metal by anodic dissolution using controlled electrical current and an electrolyte solution, ideal for machining complex shapes in hard or heat-sensitive materials without mechanical stress.
What is the difference between EDM and ECM?
EDM (Electronic Dance Music) is a broad genre of electronic music designed for nightclubs and festivals, characterized by upbeat tempos and synthesized sounds; ECM (Enterprise Content Management) refers to strategies and software used to capture, manage, store, and deliver organizational documents and content efficiently.
What materials can be machined by EDM and ECM?
EDM machines electrically conductive materials such as steel, titanium, carbide, and exotic alloys. ECM machines electrically conductive metals including stainless steel, aluminum, copper, and nickel-based alloys.
How do EDM and ECM remove material?
EDM removes material by electrical discharges that generate intense heat, melting and vaporizing metal; ECM removes material by anodic dissolution using controlled electrolytic processes that dissolve the workpiece selectively.
What are the advantages of EDM over ECM?
EDM offers advantages over ECM such as enhanced precision in machining complex shapes, higher material removal rates, ability to machine hard or electrically conductive materials, minimal thermal distortion, and improved surface finish quality.
What are the main applications of EDM and ECM?
EDM is primarily used for rapid prototyping, precision machining of hard metals, and complex mold making, while ECM is mainly applied in deburring, drilling intricate holes, and machining hard-to-cut materials with no thermal damage.