Plasma Arc Welding (PAW) uses ionized gas to create a high-temperature arc for precise and deep welds, ideal for both thin and thick materials. Electron Beam Welding (EBW) employs a focused electron stream in a vacuum to achieve high penetration with minimal distortion, commonly used in aerospace and automotive industries. Explore the advantages and applications of these advanced welding technologies to determine the best fit for your project needs.
Main Difference
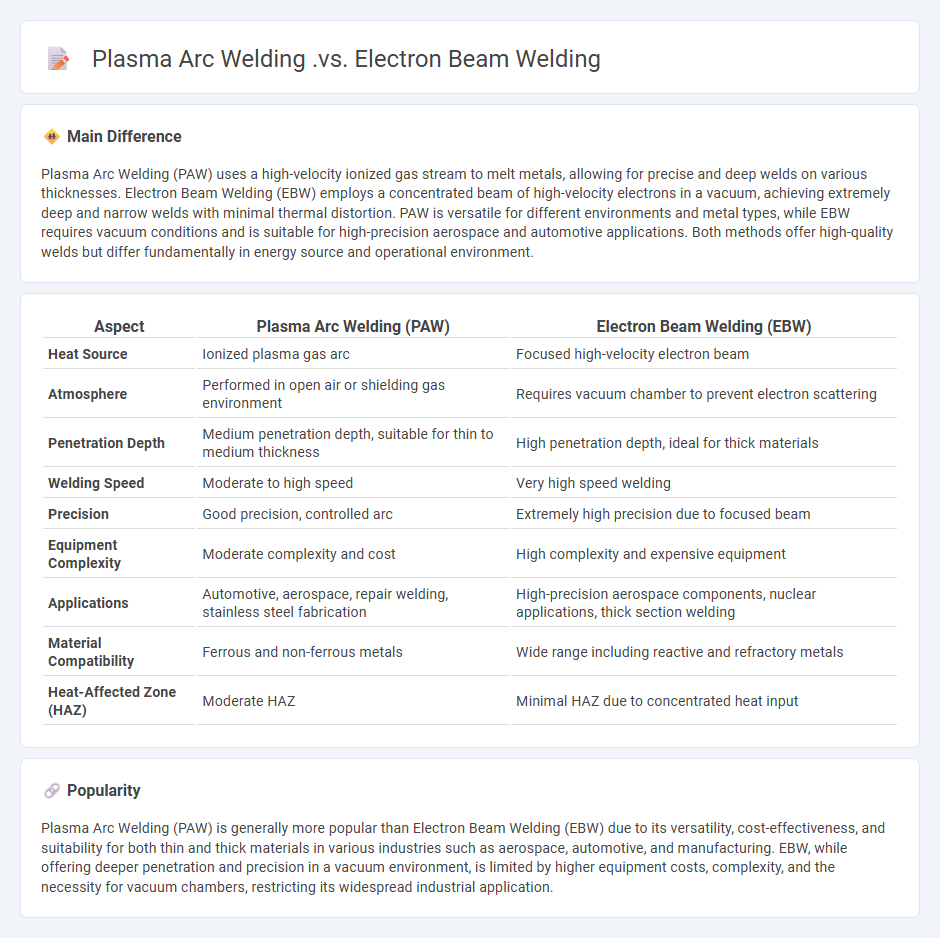
Plasma Arc Welding (PAW) uses a high-velocity ionized gas stream to melt metals, allowing for precise and deep welds on various thicknesses. Electron Beam Welding (EBW) employs a concentrated beam of high-velocity electrons in a vacuum, achieving extremely deep and narrow welds with minimal thermal distortion. PAW is versatile for different environments and metal types, while EBW requires vacuum conditions and is suitable for high-precision aerospace and automotive applications. Both methods offer high-quality welds but differ fundamentally in energy source and operational environment.
Connection
Plasma Arc Welding (PAW) and Electron Beam Welding (EBW) are advanced fusion welding techniques that utilize concentrated energy sources to achieve deep penetration and minimal distortion in metal joining. PAW employs an ionized gas plasma arc to generate extreme heat, facilitating precise welds on thin and thick materials, while EBW uses a focused beam of high-velocity electrons in a vacuum environment to produce high-quality, narrow weld seams with reduced thermal impact. Both methods enable superior metallurgical control and are widely used in aerospace, automotive, and nuclear industries for fabricating critical components requiring high strength and reliability.
Comparison Table
| Aspect | Plasma Arc Welding (PAW) | Electron Beam Welding (EBW) |
|---|---|---|
| Heat Source | Ionized plasma gas arc | Focused high-velocity electron beam |
| Atmosphere | Performed in open air or shielding gas environment | Requires vacuum chamber to prevent electron scattering |
| Penetration Depth | Medium penetration depth, suitable for thin to medium thickness | High penetration depth, ideal for thick materials |
| Welding Speed | Moderate to high speed | Very high speed welding |
| Precision | Good precision, controlled arc | Extremely high precision due to focused beam |
| Equipment Complexity | Moderate complexity and cost | High complexity and expensive equipment |
| Applications | Automotive, aerospace, repair welding, stainless steel fabrication | High-precision aerospace components, nuclear applications, thick section welding |
| Material Compatibility | Ferrous and non-ferrous metals | Wide range including reactive and refractory metals |
| Heat-Affected Zone (HAZ) | Moderate HAZ | Minimal HAZ due to concentrated heat input |
Heat Source
A heat source in engineering refers to any device or system that generates thermal energy for various applications such as heating, power generation, or industrial processes. Common examples include combustion engines, electric heaters, solar panels, and nuclear reactors. Efficient heat sources are critical for optimizing energy consumption and minimizing environmental impact. Engineers analyze heat transfer mechanisms to design systems that maximize thermal efficiency.
Vacuum Requirement
Vacuum requirement in engineering refers to the specific pressure levels below atmospheric pressure necessary for various industrial and scientific processes, typically measured in Pascals or Torr. High vacuum systems operate within the range of 10^-3 to 10^-7 Pascal, essential for semiconductor fabrication, electron microscopy, and space simulation. Medium vacuum applications, ranging from 10 to 10^-3 Pascal, are common in freeze-drying and vacuum coating industries. Understanding precise vacuum requirements ensures optimal performance, prevents contamination, and extends equipment lifespan in engineering applications.
Penetration Depth
Penetration depth in engineering refers to the distance a substance (such as a fluid, wave, or particle) travels into a material before its intensity significantly diminishes, often quantified in nanometers to millimeters depending on the application. It is crucial in fields like materials science, nondestructive testing, and coatings, where understanding interactions at surfaces influences performance and durability. For example, in ultrasonic testing, penetration depth determines the maximum thickness of material that can be inspected. Accurate measurement and control of penetration depth optimize process efficiency and product reliability across various engineering disciplines.
Process Control
Process control in engineering focuses on monitoring and regulating industrial processes to ensure consistent product quality and operational efficiency. Key techniques include feedback control loops, PID controllers, and advanced automation systems that adjust variables like temperature, pressure, and flow rates in real time. Industries such as chemical manufacturing, oil refining, and food processing rely heavily on these control systems to minimize variability and reduce waste. Modern advancements incorporate machine learning algorithms for predictive maintenance and enhanced decision-making in complex process environments.
Industrial Applications
Industrial applications in engineering encompass diverse sectors such as manufacturing, automation, energy production, and materials processing. Advanced engineering techniques improve efficiency in robotics, control systems, and CAD/CAM technologies for precision manufacturing. Energy engineering integrates renewable resources like wind, solar, and bioenergy to optimize power generation and reduce environmental impact. Materials engineering focuses on developing composites and nanomaterials that enhance product durability and performance across industrial uses.
Source and External Links
Comparison of Plasma Arc Welding (PAW) and Electron Beam Welding (EBW)Laser Beam Welding VS Plasma Arc Welding - stylecnc - Plasma arc welding uses a compressed, high-energy plasma arc for deep penetration and fast welding speeds, especially effective for thin and refractory metals, and operates under a shielding gas environment.
ELECTRON BEAM, LASER BEAM AND PLASMA ARC WELDING - Electron beam welding achieves significantly lower energy input and much faster cooling rates than plasma arc welding, resulting in finer grain structure but increased hardness and decreased fracture toughness compared to arc welds.
Plasma Arc Welding (PAW) Explained - Fractory - Plasma arc welding offers greater precision and deeper penetration than TIG, requires complex and expensive equipment, and is suitable for both thin and thick metals, but demands specialized training and maintenance.
---Differences Between Plasma and Electron Beam Robotic Welding - Electron beam welding is performed in a vacuum, allowing for extremely precise, contamination-free joints, especially for reactive and dissimilar materials, with minimal heat-affected zones and high equipment costs but low operating costs.
Laser Beam Welding VS Plasma Arc Welding - stylecnc - Plasma arc welding is generally easier to automate for industrial production, but requires shielding gas and is less suitable for vacuum environments compared to electron beam welding.
ELECTRON BEAM, LASER BEAM AND PLASMA ARC WELDING - While both methods produce radiographically sound welds with tensile strengths meeting base material, electron beam welds exhibit higher cooling rates and thus, lower fracture toughness than plasma arc welds.
---Plasma Arc Welding (PAW) Explained - Fractory - Plasma arc welding is versatile for a range of metals and thicknesses, but its process complexity and need for water-cooled torches increase operational demands.
Differences Between Plasma and Electron Beam Robotic Welding - Electron beam welding excels in joining dissimilar and reactive materials, is highly automated, and is widely used in aerospace and high-tech industries, but the requirement for a vacuum chamber limits its flexibility.
Electron Beam and Plasma Welding Processes - YouTube - Plasma arc welding can reach difficult-to-access joints but is less precise than electron beam welding, which also allows for welding a very wide range of sheet thicknesses from ultra-thin to extremely thick plates.
FAQs
What is plasma arc welding?
Plasma arc welding is a precision welding process that uses a high-temperature plasma arc, generated between a tungsten electrode and the workpiece, to melt and join metals with concentrated heat and controlled weld pools.
What is electron beam welding?
Electron beam welding is a fusion welding process that uses a high-velocity electron beam to melt and join metal parts with precise control and minimal distortion.
How do plasma arc welding and electron beam welding differ?
Plasma arc welding uses a high-temperature ionized gas (plasma) to melt metals with moderate penetration and is suitable for various thicknesses; electron beam welding employs a focused electron stream in a vacuum, producing deep, narrow welds with minimal distortion.
What are the advantages of plasma arc welding?
Plasma arc welding offers advantages such as high precision and control, deep and narrow welds, faster welding speeds, minimal distortion, and suitability for welding thin materials and hard-to-reach areas.
What are the benefits of electron beam welding?
Electron beam welding offers high precision, deep weld penetration, minimal distortion, fast processing speed, and strong, high-quality joints.
Which materials are best suited for each welding technique?
Steel and stainless steel are best suited for MIG welding; aluminum and magnesium alloys excel with TIG welding; cast iron and thicker metals perform well with Stick welding; and thin sheets of steel and non-ferrous metals are ideal for Flux-cored Arc welding.
What are the most common applications of plasma arc welding and electron beam welding?
Plasma arc welding is commonly applied in aerospace component fabrication, automotive industry for precision welding, and stainless steel manufacturing. Electron beam welding is primarily used in aerospace engine parts, nuclear industry for high-precision joints, and in medical device manufacturing due to its deep penetration and minimal distortion.