Eddy Current Testing (ECT) leverages electromagnetic induction to detect surface and near-surface flaws in conductive materials with high sensitivity. Ultrasonic Testing (UT) employs high-frequency sound waves to identify internal defects, providing detailed depth information in a wide range of materials. Explore the distinct advantages and applications of Eddy Current Testing and Ultrasonic Testing to determine the ideal nondestructive evaluation method for your needs.
Main Difference
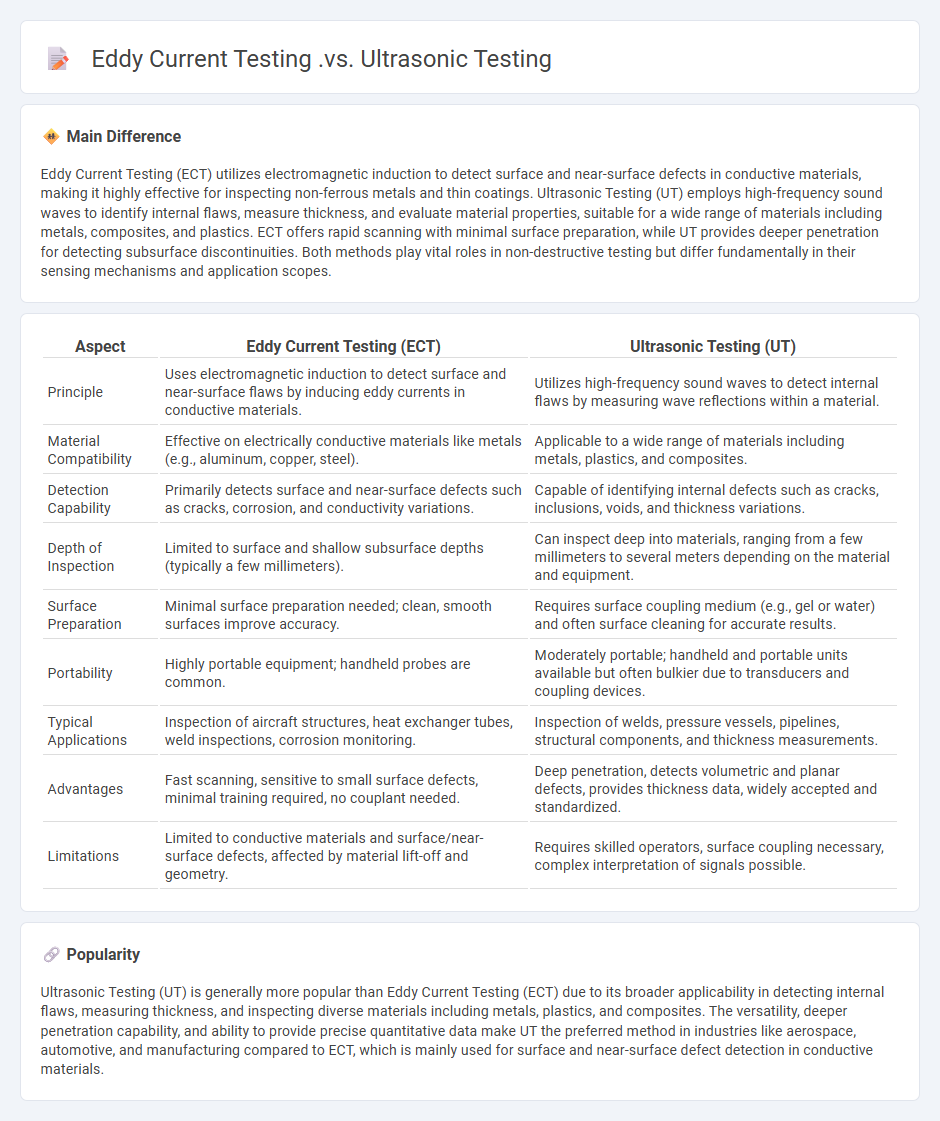
Eddy Current Testing (ECT) utilizes electromagnetic induction to detect surface and near-surface defects in conductive materials, making it highly effective for inspecting non-ferrous metals and thin coatings. Ultrasonic Testing (UT) employs high-frequency sound waves to identify internal flaws, measure thickness, and evaluate material properties, suitable for a wide range of materials including metals, composites, and plastics. ECT offers rapid scanning with minimal surface preparation, while UT provides deeper penetration for detecting subsurface discontinuities. Both methods play vital roles in non-destructive testing but differ fundamentally in their sensing mechanisms and application scopes.
Connection
Eddy Current Testing (ECT) and Ultrasonic Testing (UT) are both non-destructive testing (NDT) methods used to detect surface and subsurface defects in conductive materials. ECT relies on electromagnetic induction to identify cracks and corrosion near the surface, while UT uses high-frequency sound waves to penetrate deeper into materials for flaw detection. Both techniques complement each other in industrial applications such as aerospace, automotive, and manufacturing for comprehensive structural integrity assessment.
Comparison Table
| Aspect | Eddy Current Testing (ECT) | Ultrasonic Testing (UT) |
|---|---|---|
| Principle | Uses electromagnetic induction to detect surface and near-surface flaws by inducing eddy currents in conductive materials. | Utilizes high-frequency sound waves to detect internal flaws by measuring wave reflections within a material. |
| Material Compatibility | Effective on electrically conductive materials like metals (e.g., aluminum, copper, steel). | Applicable to a wide range of materials including metals, plastics, and composites. |
| Detection Capability | Primarily detects surface and near-surface defects such as cracks, corrosion, and conductivity variations. | Capable of identifying internal defects such as cracks, inclusions, voids, and thickness variations. |
| Depth of Inspection | Limited to surface and shallow subsurface depths (typically a few millimeters). | Can inspect deep into materials, ranging from a few millimeters to several meters depending on the material and equipment. |
| Surface Preparation | Minimal surface preparation needed; clean, smooth surfaces improve accuracy. | Requires surface coupling medium (e.g., gel or water) and often surface cleaning for accurate results. |
| Portability | Highly portable equipment; handheld probes are common. | Moderately portable; handheld and portable units available but often bulkier due to transducers and coupling devices. |
| Typical Applications | Inspection of aircraft structures, heat exchanger tubes, weld inspections, corrosion monitoring. | Inspection of welds, pressure vessels, pipelines, structural components, and thickness measurements. |
| Advantages | Fast scanning, sensitive to small surface defects, minimal training required, no couplant needed. | Deep penetration, detects volumetric and planar defects, provides thickness data, widely accepted and standardized. |
| Limitations | Limited to conductive materials and surface/near-surface defects, affected by material lift-off and geometry. | Requires skilled operators, surface coupling necessary, complex interpretation of signals possible. |
Surface Defect Detection
Surface defect detection plays a crucial role in engineering by ensuring product quality and reliability across manufacturing processes. Advanced techniques like machine learning algorithms and computer vision enable accurate identification of defects such as scratches, cracks, and corrosion in materials like metal, glass, and composites. Integration of high-resolution imaging systems and real-time data analysis enhances defect detection efficiency, reducing downtime and production costs. Industries including automotive, aerospace, and electronics benefit from improved inspection precision and automated quality control systems.
Penetration Depth
Penetration depth in engineering refers to the distance a substance, such as a fluid, heat, or electromagnetic wave, travels into a material or medium before its intensity decreases significantly. This parameter is critical in fields like material science for assessing corrosion resistance, in mechanical engineering for understanding stress distribution, and in electronics for determining skin effect in conductors. Typical applications include thermal penetration depth in heat treatment processes and electromagnetic penetration depth in microwave heating. Accurate calculation relies on material properties such as thermal conductivity, permeability, and diffusivity, ensuring optimized design and performance.
Material Conductivity
Material conductivity refers to the ability of a material to conduct electric current or heat, measured in siemens per meter (S/m) for electrical conductivity and watts per meter-kelvin (W/m*K) for thermal conductivity. Metals such as copper and silver exhibit high electrical conductivity, typically around 5.8 x 10^7 S/m and 6.3 x 10^7 S/m respectively, making them ideal for electrical wiring and components. Thermal conductivity varies significantly across materials; for example, copper has a thermal conductivity of approximately 400 W/m*K, while polymers generally have values below 0.5 W/m*K, affecting heat dissipation in engineering applications. Understanding these properties is critical for designing efficient electrical systems, heat exchangers, and thermal management solutions in engineering projects.
Couplant Requirement
Couplant in engineering serves as a critical medium to facilitate the efficient transmission of ultrasonic waves between the transducer and the test surface. Commonly used couplants include gels, oils, and water-based solutions, selected based on their acoustic impedance matching and viscosity properties. Proper couplant application eliminates air gaps that can significantly reduce signal quality in nondestructive testing methods such as ultrasonic inspection. Optimal couplant thickness and consistency directly enhance flaw detection accuracy and measurement reliability in structural health monitoring.
Signal Interpretation
Signal interpretation in engineering involves analyzing raw data from sensors and systems to extract meaningful information. Techniques such as Fourier transforms, wavelet analysis, and machine learning algorithms are employed to identify patterns, detect anomalies, and enhance signal quality. Accurate signal interpretation is essential for applications in communications, control systems, and biomedical engineering, improving system performance and reliability. Real-time processing capabilities and noise suppression methods further optimize the extraction of valuable insights from complex signals.
Source and External Links
Ultrasonic Testing vs Eddy Current Testing - OnestopNDT - Ultrasonic testing uses high-frequency sound waves to detect subsurface defects and measure material thickness precisely, while eddy current testing induces electrical currents to detect surface and near-surface flaws, often without requiring coupling agents and functioning best on conductive materials like steel and aluminum.
Eddy Current vs. Ultrasonic Testing: Which is Best for My Application? - Ultrasonic testing excels in detecting volumetric and subsurface flaws, including in thicker welds, whereas eddy current testing is more effective for surface flaws and flatter geometries, particularly on conductive materials, with phased array ultrasonic offering enhanced flexibility and flaw characterization.
The Main Difference Between Ultrasonic Flaw Detector and Eddy Current Flaw Detector - Ultrasonic flaw detectors send ultrasonic energy into materials detecting deep internal defects based on wave reflections, suitable for thicker materials, while eddy current detectors induce currents to locate surface or near-surface flaws, typically suited for conductive materials and thinner structures like tubes and heat exchangers.
FAQs
What is eddy current testing?
Eddy current testing is a non-destructive testing method that uses electromagnetic induction to detect surface and near-surface defects in conductive materials.
What is ultrasonic testing?
Ultrasonic testing is a non-destructive testing method that uses high-frequency sound waves to detect internal flaws and measure material thickness.
How do eddy current and ultrasonic testing differ in principle?
Eddy current testing uses electromagnetic induction to detect surface and near-surface defects by measuring changes in eddy current flow, while ultrasonic testing employs high-frequency sound waves to detect internal defects by analyzing the reflected wave patterns.
What materials are suitable for eddy current testing?
Eddy current testing is suitable for conductive materials such as aluminum, copper, brass, stainless steel, and other non-ferromagnetic metals.
What materials are suitable for ultrasonic testing?
Ultrasonic testing is suitable for metals, alloys, composites, plastics, ceramics, and welds.
What are the main advantages of ultrasonic testing over eddy current testing?
Ultrasonic testing offers deeper material penetration, higher sensitivity to internal defects, and better accuracy in thickness measurement compared to eddy current testing, which is primarily limited to surface and near-surface flaw detection.
When should you choose eddy current testing instead of ultrasonic testing?
Choose eddy current testing over ultrasonic testing for detecting surface and near-surface defects in conductive materials, especially when inspecting complex shapes, thin structures, or coatings without the need for couplants.